


A Comprehensive Guide to Underfloor Heating Pipe
The Most Common Underfloor Heating Pipes
1.PERT Pipe
1.1 PERT Pipe Characteristics: PERT (polyethylene of raised temperature resistance) pipes retain the advantages of PEX pipes while offering the added benefit of being thermally fusible, providing reliable joints and minimal leakage risk. They also demonstrate excellent flexibility and low-temperature resistance, offering a cost-effective solution.
1.2 PERT Pipe Pros: Reliable joints, excellent flexibility, and cost-effectiveness.
1.3 PERT Pipe Cons: None significant enough to impact overall suitability.
1.4 PERT pipe production process: there are three-layer PERT pipe and five-layer PERT pipe, below are their production processes:
1.4.1 Three-layer PERT pipe production process:
The first step-Raw Material Preparation: High-quality polyethylene resin, intended for use as the base material, is selected and prepared. Additionally, other additives or layers, such as oxygen barrier layers or adhesive layers, may be prepared for the manufacturing process.
The second step-Co-extruder Extrusion Process: In the co-extrusion process, three layers of material are simultaneously extruded through a specialized co-extrusion die. The central layer comprises the PERT material, while the outer layers may consist of different materials, such as an adhesive layer and an oxygen barrier layer.
The third step-Sizing and Cooling: Following the extrusion process, the pipe is cooled and sized by vacuum tank and cooling tank to ensure its dimensions conform to the specified requirements.
The final step-Pipe pulling out and cutting or pipe winding: In order to ensure that the pipe extrusion speed matches the pipe sizing speed, the haul-off machine provides sufficient traction force to pull the pipe stably while avoiding deformation of the pipe during the pulling process. The cutting machine and haul-off machine work together to achieve precise cutting. Customers can set the length of pipe they want to cut. The formed pipes can also be directly rolled by plastic pipe winder and packaged after being pulled by a tractor.
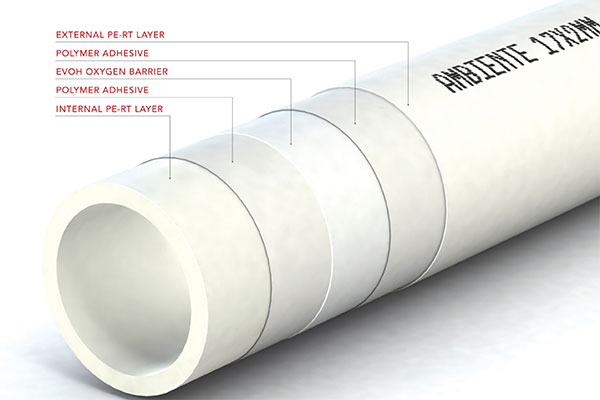
1.4.2 Five-layer PERT pipe production process: The production process for five-layer PERT pipes builds upon the steps outlined for three-layer PERT pipes, with the addition of extra layers and materials. The key differences and additional steps may include:
The first step-Raw Material Preparation: High-quality polyethylene resin, intended for use as the base material, is selected and prepared. Additionally, other additives or layers, such as oxygen barrier layers or adhesive layers, may be prepared for the manufacturing process.
The second step-Co-extruder Extrusion Process: In the co-extrusion process, three layers of material are simultaneously extruded through a specialized co-extrusion die. The central layer comprises the PERT material, while the outer layers may consist of different materials, such as an adhesive layer and an oxygen barrier layer.
The third step-Sizing and Cooling: Following the extrusion process, the pipe is cooled and sized by vacuum tank and cooling tank to ensure its dimensions conform to the specified requirements.
The fourth step-Co-extruder Extrusion Process: two layers of material are simultaneously extruded through a specialized co-extrusion die. The central layer comprises the three-layer pipe, while the outer layers may consist of different materials, such as an adhesive layer, an oxygen barrier (EVOH) layer and external PERT layer.
The five step-Cooling again: the sizing five-layer PERT pipe is cooled by spray cooling tank to ensure rapid cooling of plastic pipe.
The final step-Pipe pulling out and cutting or pipe winding: In order to ensure that the pipe extrusion speed matches the pipe sizing speed, the haul-off machine provides sufficient traction force to pull the pipe stably while avoiding deformation of the pipe during the pulling process. The cutting machine and haul-off machine work together to achieve precise cutting. Customers can set the length of pipe they want to cut. The formed pipes can also be directly rolled by plastic pipe winder and packaged after being pulled by a tractor.
2.PPR Pipe
2.1 PPR Pipe Characteristics: PPR (polypropylene random copolymer) pipes excel in high-temperature and mechanical performance, offering superior connection properties, non-toxicity, and hygiene, making them ideal for domestic hot water and radiator systems.
2.2 PPR Pipe Pros: Excellent high-temperature and mechanical performance, superior connection properties.
2.3 PPR Pipe Cons: Limited low-temperature impact resistance, leading to reduced applicability in underfloor heating systems.

2.4 Three-layer PPR Pipe Production Process:
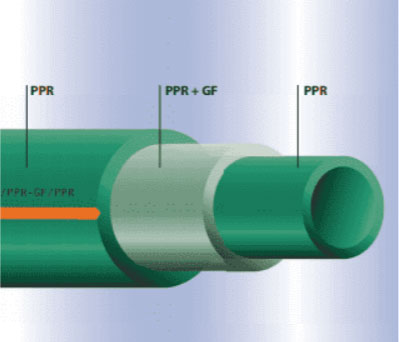
Do you know what the three layers in Three-layer PPR pipe are?
The three layers in a three-layer PPR (polypropylene random copolymer) pipe typically consist of an inner layer, a middle layer, and an outer layer. The inner and outer layers are usually made of virgin PPR material, while the middle layer is typically made of PPR+Glass Fiber material, forming a sandwich structure.
As for the production process of three-layer PPR pipes, it generally involves the co-extrusion of the three layers. The process begins with two single screw extruder, one extruder is used for the inner and outer layers extrusion, the other extruder is for the middle layer extrusion. The three layers are then merged together to form a single pipe, which is subsequently cooled, cut, and prepared for further processing or packaging.
For specific production processes, please refer to the manufacturing of PERT pipes above, or consult our company.
3.PEX Pipe
3.1 PEX Pipe Characteristics: PEX (cross-linked polyethylene) pipes exhibit excellent low-temperature flexibility and high resistance to stress cracking. They are also capable of withstanding high temperatures.
3.2 PEX Pipe Pros: Good flexibility, high-temperature resistance, and stress cracking resistance.
3.3 PEX Pipe Cons: Limited repair options as they cannot be connected or repaired using heat fusion, potentially leading to long-term leakage issues.
Comparison of PEX-A, PEX-B, and PEX-C Pipes

PEX-A
1.PEX-A pipe is made using peroxide called the Engel method after the inventor Tomas Engel. During the process free radicals are created when the HDPE polymer is melted and cross-links between molecules occur at temperatures that exceed the decomposition temperature of the polymer.
2.Pros: short process cycles, excellent product quality, and the ability to use high-molecular-weight or ultra-high-molecular-weight PE materials. The product can be manufactured in various sizes and thicknesses with high dimensional accuracy.
3.Cons: Requires specialized high-pressure equipment, lower production speed, and relatively higher labor costs.
PEX-B
1.PEX-B pipe is made using Silane or moisture cure method of cross-linking, the links between the molecules of the HDPE form after the extrusion process using a catalyst and exposing the PEX pipe to hot water
2.Pros: The cross-linking process and equipment are simple, the production speed is high, and it is suitable for the manufacture of pipes with medium or smaller diameters and thinner walls.
3.Cons: Long production process, higher cost, limitations on the type of PE raw materials used.
PEX-C
1.A radiation-crosslinked polyethylene pipe made from high-density polyethylene (HDPE) utilizing electron accelerators or cobalt-60 irradiation stations for crosslinking without the use of chemical crosslinking agents.
2.Pros: Faster production with excellent heat, cold, and chemical resistance, easy to bend, convenient installation, and long lifespan (up to 50 years).
3.Cons: Two-step process, expensive cross-linking equipment, difficulty in protection, uneven cross-linking, limitations on wall thickness and the use of certain types of PE raw materials.
Summarized Differences Between PEX and PERT Pipe
1.PEX-A, PEX-B, and PEX-C are cross-linked polyethylene pipes, while PERT represents non-cross-linked polyethylene, offering a more affordable alternative.
2.PERT is a typical non-cross-linked polyethylene, composed of copolymers of ethylene and octene, with the addition of a certain proportion of recycled materials within specified manufacturing standards.
3.PEX-A and PEX-B employ chemical agents to enhance pipe properties, whereas PEX-C uses high-energy electronic radiation to restructure the molecular composition, resulting in superior physical characteristics.
4.PERT factories are more prevalent due to lower investment requirements, while PEX-A and PEX-B entail relatively higher investments and stringent raw material requirements. 5.PEX-C pipes are scarce globally due to high investment costs and the need for electronic particle accelerators.
Conclusion
By evaluating the specific requirements of your underfloor heating system and weighing the pros and cons of each pipe material, you can make a well-informed choice that aligns with your heating needs and budget. Whether you opt for PEX, PERT, or PPR, the optimal pipe material will contribute to the overall efficiency and reliability of your underfloor heating system, ensuring comfort and warmth for years to come.